Сварочный аппарат давно уже стал «мастхев» для минимального объема работ, связанных с металлом. Понятно, что если речь идет об автомастерской или о цехе металлообработки, сварочное оборудование должно быть самого высокого класса. К счастью, сегодня пришло время, когда даже домашний мастер может себе позволить универсальный сварочный аппарат с крутыми характеристиками.
Пример такого аппарата – многофункциональный сварочный инвертор ANDELI MCT-520DPL Pro.

ANDELI MCT-520DPL Pro, внешний вид
Сегодня публикую мой отзыв об этом устройстве.
В сравнении с другими сварочными аппаратами фирмы ANDELI, аппарат MCT-520DPL Pro – топовая модель “на максималках”. Трудно придумать задачу, с которой бы это устройство не справилось. Хотя нет, такая задача есть: разрезать корпус атомной подводной лодки)

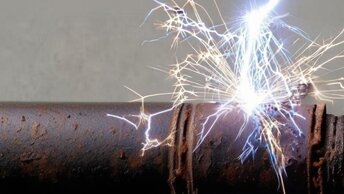
Сварочный аппарат Андели “6 в 1” за работой
Но давайте вернемся в пределы разумного – в домашнюю мастерскую, на небольшое производство или автосервис. ANDELI MCT-520DPL Pro в таких условиях без проблем справляется со своими главными обязанностями – сваркой множества видов металлов (в том числе цветных, включая алюминий) всевозможными методами, а также плазменной резкой металла.
На кого рассчитана моя статья? Прежде всего статья для тех, кто работает с металлом, интересуется сваркой, и хочет получить от работы чего-то большего в плане профессионализма.
Буду рад, если из статьи узнают что-то новое профессиональные сварщики. А может, и дополнят её в комментариях.
Содержание статьи:
Устройство инвертора ANDELI MCT-520DPL Pro
Как я сказал выше, у сварочного аппарата ANDELI есть много режимов, которые имеют свои отличия – например, вид газа (среды сварки), а также использование различных электродов и расходных материалов.
Но всё многообразие режимов объединяется одним фактом – для любого типа сварки нужен сварочный ток. И чем стабильнее параметры этого тока, тем стабильнее и качественнее будет проходить процесс сварки.
Для обеспечения нужного сварочного тока применяется схема с двойным преобразованием. Это означает, что входное напряжение 220В 50Гц на первом этапе преобразуется в напряжение постоянного тока. На втором этапе оно преобразуется в выходное напряжение, которое для разных типов и режимов сварки может иметь разные параметры – уровень, род тока (переменный или постоянный), период повторения и частоту выходных импульсов.

Структурная электрическая схема инвертора Андели. Да и большинства других инверторов
Но и это ещё не всё. Особенность сварки часто заключается в том, что нужное качество обеспечивается не столько током, сколько устойчивостью сварочной дуги – она должна быть устойчивой при любых условиях и навыках сварщика.
Для стабилизации сварочной дуги применяется контроллер с широким набором настроек – ручных и автоматических. А для управления процессом сварки «на автомате» есть интересный режим, который полюбится начинающим сварщикам. Синергетический режим – это интеллектуальный режим, когда аппарат сам выбирает нужные параметры в зависимости от режима сварки и диаметра проволоки.

Панель управления ANDELI MCT-520DPL Pro в выключенном состоянии
В аппарате есть память на 10 программ (пресетов, или наборов параметров). При выборе определенной программы автоматически установятся данные всех настроек. Если какую-либо настройку изменить в процессе работы на текущей программе, через 5 секунд изменение запишется в память.
Коротко – о разъемах для подключения. На фото показано общее назначение разъемов. В зависимости от выбранного режима подключение может быть различным, о чем подробно будет сказано ниже.

Подключение. Описание разъемов для подключения
На задней панели – кабель питания, выключатель питания, штуцера для подачи газа и крепление для редукционного клапана и манометра.

Два ввода для газа на задней панели
Параметры аппарата приведены на его корпусе:

ANDELI MCT-520DPL Pro, параметры и режимы
Почему «6 в 1»? Виды сварки на примере ANDELI MCT-520DPL Pro
Сварка металлов – тема весьма специфическая и объемная, поэтому лучше начать её с вопроса – какие виды сварок бывают? А чтобы было понятнее, что к чему, я покажу, как тот или иной вид сварки реализован в сварочном аппарате ANDELI MCT-520DPL Pro.
Давайте вместе подробно рассмотрим различные режимы работы и виды сварки, которые есть в этом аппарате. Заодно ответим на вопрос – почему этот аппарат называют «многофункциональный» и «6 в одном».
Кстати, и забегая немного вперёд, предыдущая модель – ANDELI MCT-520DPL (без обозначения “Pro”) не имеет шестого режима – сварки алюминия. Поэтому называется “5 в одном”.
Я испытал каждый режим на практике, о чём поделюсь с вами.
Могу сказать сразу, что больше всего мне понравилось варить MIG и MMA сваркой, а вот с TIG и COLD возникли проблемы из-за недостатка опыта.
Пара слов о подключении. Сварочный участок у меня организован на даче, а там с напряжением беда. Я переживал, что из-за этого будут проблемы. Но Andeli показал себя подготовленным к российским реалиям – напряжение просаживалось до 200 В, при этом никаких проблем не возникало. Цепь питания была подключена через автоматический выключатель 16А, он ни разу не выключился.
Вероятно, дело в том, что варил не на самых больших токах.
Кстати, удлинитель я использовал самодельный, про который рассказывал в этой статье: Делаем идеальный удлинитель. Пошаговый рассказ
1. MIG (Metal Inert Gas ). Сварка с проволокой в инертном газе – полуавтомат
Этот вид сварки очень распространен в промышленности. Его ещё называют полуавтоматическим, поскольку в процессе сварки происходит автоматическая подача плавящегося электрода (стальной порошковой проволоки диаметром от 0,6 до 1 мм). Но горелку для MIG-сварки нужно передвигать вручную. Поэтому часто вместо «MIG» говорят «полуавтомат».
У полуавтомата есть два режима – 2Т (двухтактный) и 4Т (четырехтактный). В режиме 2Т удобнее создавать короткие швы или «прихватывать» детали. 4Т – режим для продолжительной сварки, при котором нет необходимости удерживать кнопку на горелке.
Метод сварки MIG возможен в трех вариантах по наличию защитной газовой среды (инертного газа): углекислый газ (СО2), смесь газов, и совсем без газа (FLUX). Вариант без газа кажется более предпочтительным, ведь не нужно дополнительно использовать баллон с газом. Но тут нужно помнить, что в этом случае нужна присадочная проволока с флюсом. Кстати, такая проволока идет в комплекте с аппаратом.
Если в режиме MIG не использовать инертный газ или проволоку с флюсом, будет практически невозможно варить тонкий металл, прочность шва будет невысокой, а при сварке будет образовываться большое количество вредных газов и шлака.
Основные параметры сварки MIG: диаметр проволоки, напряжение и ток (зависят друг от друга, но могут настраиваться раздельно), скорость подачи проволоки, индуктивность в сварочной цепи (влияет на «жёсткость» дуги). Ручной режим выбирается включением индикатора SP.

Горелка для MIG-сварки

Разъем и сопло горелки для MIG-сварки
Коротко расскажу о подключениях в этом режиме. MIG-горелка подключается в большой разъем на передней панели. При работе с газом (режимы СО2 и MIX) короткий провод переключения полярности подключается к положительной клемме, провод массы – к отрицательной. Если решено работать без газа – провода нужно поменять местами.

Подключения к разъемам при MIG-сварке в среде инертных газов

Панель управления при MIG-сварке в среде СО2
Провод массы используется для подключения к заготовке во всех режимах сварки.
Сварка MIG. Знакомство
В комплекте есть проволока E71T-GS с флюсом, которая подходит для полуавтоматической сварки без применения защитного газа. Газовый баллон при этом не нужен. В домашних условиях это супер преимущество. Я попробовал варить полуавтоматом после сварки электродом MMA, и почувствовал разницу.

Сварка полуавтоматом
После первого в моей жизни MIG-шва (точнее, тренировочной дорожки) я почувствовал такую уверенность в руках, что сразу решил отремонтировать старый советский топор. У него треснула проушина, куда вставляется деревянное топорище. На фото наглядно показано, что было, и как я подготовил трещину болгаркой.

Подготовка трещины перед сваркой полуавтоматом
Проверка прочности шва была суровой – я туго насадил свежесваренный металл на топорище при помощи кувалды. Шов даже виду не подал, что ему тяжко.

Проверка сварки полуавтомат
На первый дилетантский взгляд, главное преимущество сварки полуавтоматом без газа – ровный качественный шов. Нужно лишь по возможности выставить оптимальное напряжение и скорость подачи проволоки. За меня это сделал синергетический режим. При работе нужно просто вести горелку вдоль шва, стараясь соблюдать скорость перемещения. Чего не скажешь об электродуговой сварке (MMA) – нужно постоянно контролировать расход (длину) электрода.
Минус MIG сварки, который несущественен на открытом воздухе – много дыма от плавления проволоки.
2. CUT. Плазменная резка металла
Обязательное условие для резки металла – подача на место реза струи сжатого воздуха от компрессора. Таким образом, при взаимодействии электрической дуги и воздуха, содержащего кислород, возникает плазма. Струя плазмы, обладая температурой в несколько тысяч градусов, с легкостью разрезает металл толщиной до 12 мм.
Лайфхак. Как я сказал выше, при резке металла возникает очень высокая температура, которая воздействует на сопло горелки. Чтобы сопло прослужило как можно дольше, нужно установить оптимальное время продувки после окончания очередного реза. Обычно хватает 3-5 с.
Логично, что ток в этом режиме лучше устанавливать минимально возможный для данной толщины металла. Причина та же – продлить срок службы сопла и горелки в целом.

Горелка для резки металла

Разъем и сопло горелки плазмореза (режим CUT)
Подключение горелки производится к газовому разъему, расположенному внизу слева, также необходимо подключить кабель управления к двухконтактному разъему. Провод массы – к положительному разъему, провод переключения полярности – к отрицательному.

Подключения к разъемам в режиме CUT

Панель управления Андели в режиме CUT
Чтобы резать на практике, нужен компрессор, выдающий давление не менее 4 бар и с производительностью не менее 300 л/мин, поскольку мой компрессор с 235 л/мин справлялся с трудом.

Компрессор для плазмореза, если резать непрерывно более 1 минуты, компрессор не выключается и перегревается
Впрочем, производительность 400 л/мин будет лучше, особенно если собираетесь резать толстый металл на больших токах.
Я на деле почувствовал, что такое ВЧ розжиг дуги – стоит только поднести горелку к металлу, как возникает струя плазмы. Регулируется в режиме плазмореза один параметр – ток. Я начал резать металлический уголок на токе 35 А, но потом понял, что достаточно 30.

Резка металла плазморезом Andeli
Пока резал, понял, почему плазморез в некоторых случаях гораздо функциональнее болгарки (УШМ), не говоря о лобзике. Болгарка режет всегда только по прямой. Плазморез же может вырезать на металле любые узоры, с чем болгарка никак не справится, а лобзик будет пыхтеть пол дня.

Такой уголок можно перерезать за несколько секунд

Результат работы Andeli, режим CUT
В целом я понял, что во многих работах, связанных с резкой металла, плазморезу нет равных.
3. TIG (Tungsten Inert Gas). Аргонодуговая сварка
Аргонодуговая сварка проводится тугоплавким вольфрамовым (tungsten) электродом в инертном газе. Особенность этого режима – вольфрамовый электрод не плавится. Его функция – только подавать сварочный ток. Чтобы металл плавился и сваривался максимально качественно и прочно, в зону сварки подается инертный газ – аргон. Если необходимо, можно дополнительно использовать присадочную проволоку из нержавеющей стали (она есть в комплекте к аппарату), это облегчит и ускорит процесс сварки.
В этом режиме, как и в режиме плазмореза (CUT), зажигание происходит без касания заготовки – благодаря высокочастотному способу зажигания дуги. Сварщики оценят эту особенность, ведь начало сварочного шва – часто самое проблемное место.
В режиме TIG есть импульсный режим для продвинутых пользователей, в котором можно вручную менять временные и токовые параметры высокочастотного импульса, опытным путем добиваясь максимального качества сварочного шва.

Горелка для сварки в режиме TIG вольфрамовым электродом
На фото показано, как правильно подключить TIG-горелку при аргонодуговой сварке. Как и в случае с плазморезом (режим CUT), основной разъем подключается к крайнему нижнему гнезду, также нужно подключить кабель управления. Провод массы подключается к положительному разъему, провод смены полярности – к отрицательному.

Подключения к разъемам при TIG-сварке

Панель управления при TIG-сварке
Для этого вида сварки нужен газ аргон. Так же, как и для холодной (COLD) сварки и для MIG-сварки алюминия. Давление в процессе должно быть не менее 0,3 МПа. Много устанавливать тоже не рекомендую – возможен ненужный перерасход.

Нужен расходомер и редуктор специально для аргона
Первый признак, что вы что-то делаете не так – начинает гореть вольфрамовый электрод (у меня был серый электрод с церием WC-20, который шел в комплекте). Значит, нужно настроить ток, подачу газа, расстояние до шва. Это универсальный совет, а точнее никто вам не скажет – многое зависит от толщины металла и других параметров.

TIG сварка в процессе
Пока я приловчился, прожег несколько дыр в шве. Проблемное место – кратер (конец шва), там нужно плавно отводить электрод.

Мой первый шов вольфрамовой аргонодуговой сваркой на аппарате Андели
TIG-сварка показалась мне наиболее сложной для новичка. Но обучение того стоит. Шов при должном навыке получается аккуратным и небольшим. Кроме того, при этом виде сварки нет вредных запахов и дыма. Шлака тоже нет – шов готов к использованию сразу после сварки.
4. COLD. Холодная сварка
Эту сварку ещё называют низкотемпературной, поскольку соединяемые при сварке детали в месте соединения практически не нагреваются. Холодная сварка прежде всего предназначена для работы с металлическими изделиями толщиной от 0,4 до 3 мм, которые могут быть подвержены нежелательной деформации.
Какие параметры настраиваются для режима холодной сварки? Этих параметров всего четыре. Прежде всего, это ток. Как и в других режимах, его нужно устанавливать по возможности минимальным.
Далее устанавливаем значение интервала – по факту он означает количество (частоту) сварных точек, которые появятся за время нажатия кнопки на горелке. Следующий параметр – время разряда импульса тока (длительность сварки во время одного нажатия курка на горелке). И, наконец, продувка – без неё никак, если хотите, чтобы сопло горелки прослужило вам долго.
Низкотемпературная сварка в режиме COLD производится той же горелкой и такой же схемой подключения, что и TIG-сварка.
В целом процесс сварки COLD проходит так же, как и при TIG-сварке. Разница лишь в том, что холодная сварка – пошаговый процесс, где после каждого шага можно остановиться и дать металлу остыть.
Качественного шва у меня не получилось – или я не смог настроить правильные параметры, или не было подходящего материала.
5. MMA. Ручная электросварка
Это классический способ дуговой сварки электродами диаметром до 5 мм, которым варили металл наши отцы и деды. Именно такая сварка применяется в большинстве случаев. Электрод при электродуговой сварке выполняет роль и проводника тока для образования дуги, и «поставщика» присадочного металла, который смешивается с расплавленным основным металлом и образует сварочный шов.
Конечно, главный параметр в этом режиме – сварочный ток. Но есть этом режиме полезные функции, которые в нужный момент повышают или понижают сварочный ток. Форсаж дуги (Arc Force), горячий старт (Hot Start) и антизалипание (Anti Stick) помогают избежать проблем в начале и в конце дугового шва. Это поможет сберечь время и нервы, особенно новичкам.
Для сварки в этом режиме используется держатель электродов и провод массы. Провод смены полярности никуда не подключается.

Подключения при ручной сварке MMA

Панель управления при ручной сварке MMA
Поскольку я варил в первый раз, переживал, что не получится. Так и получилось – электрод (точнее, дуга) не хотел зажигаться. Если давал ток больше – после розжига электрод очень быстро сгорал, а в металле могли образоваться даже не отверстия – рваные дыры. А поскольку электрод быстро испарялся, нужно было это постоянно учитывать, чтобы шов не был кривым.
Могу пенять на ржавый металл, не смотря на то, что я его почистил металлической щёткой. Но потом я быстро вспомнил про параметры форсажа и горячего старта, и шов пошёл как по маслу.
Тренировался я на ненужной трубостойке электродами с рутиловым покрытием диаметром 2,5 и 3,25 мм:

Сварка электродуговая рутиловым электродом
Со второго раза, когда я решил сварить две пластины, у меня получился неплохой шов:

ММА сварка
Тут как в чистописании – нужно регулярно тренироваться, чтобы из непонятных каракуль начали уверенно получаться красивые буквы.

Шов конечно так себе, но будет лучше
В этом режиме можно работать и с угольными электродами. Это пригодится для сваривании жил кабеля при электромонтаже. Главное хорошо скрутить жилы и ровно обрезать скрутку, а потом подобрать оптимальный сварочный ток.

Сварка медной скрутки
Важно не перегревать медь при сварке, иначе её свойства могут ухудшиться – и электрические, и механические. Более того, можно пережечь место сварки и контакта не будет совсем. Чтобы этого не произошло, важно подобрать минимально возможный ток.
У одного коллеги подсмотрел такой лайфхак по сварке медных скруток: ток ставится минимальным, а сварка проводится за два “щелчка” с промежутком пол секунды. Первым место скрутки разогревается, вторым сваривается.
6 MIG Aluminium Pulse. Полуавтоматическая сварка алюминия
Шестой режим сварки, который отличает аппарат ANDELI MCT-520DPL Pro «6 в 1» от его предшественника ANDELI MCT-520DPL «5 в 1» – возможность сварки алюминия в импульсном режиме MIG Pulse.
Алюминий – очень капризный металл. Не смотря на то, что его температура плавления невысока (650°С), основная проблема при его сварке – окисел, который разрушается при гораздо более высокой температуре (более 2000°С). Чтобы «пробить» окисел, нужен высокий ток. Как только окисел расплавлен, нужно срочно понижать ток, чтобы алюминий под дугой не разбрызгивался, не испарялся и не становился пористым. Поэтому в режиме сварки алюминия ANDELI MCT-520DPL Pro работает в импульсном режиме MIG Pulse, автоматически подстраивая ток в нужный момент под окисел либо под основной сплав.
Так же, как и в основном режиме MIG, сварка происходит в полуавтоматическом режиме с подачей проволоки. Важный момент – сварка алюминия должна производиться только в среде чистого аргона, а в качестве присадки должна использоваться специальная порошковая алюминиевая проволока. Если нужно работать в полевых условиях, где нет возможности использовать аргон, а качество сварки не критично – можно использовать присадочную алюминиевую проволоку со специальным флюсом, который при плавлении выделяет защитный газ.
Такая проволока в комплекте не идёт, но я купил её за символическую цену на Вайлдберриз.
На панели управления можно выбрать два режима работы с алюминием – ALSI для алюминиево-кремниевых сплавов, и ALMG для алюминиево-магниевых сплавов. Чтобы перейти к выбору этих режимов, нужно в режиме MIG включить импульсный режим, удерживая нажатой кнопку Pulse около 1 с.
Для этого режима используется специальная горелка для сварки алюминия, подключение – такое же, как и для стандартного режима MIG.

Горелка для сварки алюминия в режиме MIG Pulse

Разъем и сопло горелки для сварки алюминия в режиме MIG Pulse
Сварка алюминия у меня сразу пошла как по маслу. Нужно было лишь установить алюминиевую проволоку и переключить подачу аргона на вход для MIG сварки.

Сварка алюминия
Конечно, присадочная проволока оставляет на шве небольшое количество шлака, который легко счищается металлической щёткой.

После сварки и после чистки
Что внутри инвертора Андели «6 в 1»?
Конечно, я не удержался и посмотрел внутреннее устройство сварочного аппарата ANDELI MCT-520DPL Pro. И вот что я хочу сказать по этому поводу. Много лет я удивлюсь людям, которые при слове «Китай» надменно воротят нос. Сейчас Китай – это всемирная кузница, которая может предложить любые товары с любым качеством. Если говорить про ANDELI, то когда я взглянул на его внутреннюю конструкцию, мне пришло на ум слово «надёжность».
Учитывая токи до 200 А, которые действуют в цепях аппарата, соединения должны быть максимально надёжными. Так оно и есть. Посмотрите на фото.

Основная силовая плата
Монтаж очень плотный, поэтому на фото сложно выделить отдельные блоки. Главное, на чем стоит акцентировать внимание – качественная пайка, мощные разъемы, провода большого сечения, габаритные трансформаторы и дроссели.

Выходной дроссель основной силовой платы

Часть платы управления

Высокочастотный трансформатор платы управления

Трансформатор основной платы управления

Радиаторы силовых транзисторов

Двигатель подачи присадочной проволоки с редуктором

Подключение положительного и отрицательного разъемов
Комплектация
В комплекте со сварочным аппаратом идет много расходников, благодаря чему работу почти во всех режимах можно начать сразу. Это сопла для горелок, защитные насадки, наконечники, цанги и другие расходники – вольфрамовые электроды, порошковая проволока для MIG-сварки, присадочные прутки из нержавеющей проволоки для TIG-сварки, пневматическая трубка, регулятор давления с манометром.

Что идёт в комплекте

Сопла для горелок, идущие в комплекте с Andeli
Разумеется, баллоны с газом для MIG и TIG сварки, присадочную алюминиевую проволоку, а также компрессор для плазменной резки придётся приобрести самостоятельно. Не забудьте про технику безопасности – маску и перчатки (краги) нужно надевать обязательно!
Дополнительные материалы по сварочнику Andeli
Я не сомневаюсь, что у вас остались вопросы. Вот ссылка по которой можно увидеть характеристики и цену аппарата. Там же можно задать вопросы в техническую поддержку компании ANDELI.
Статья написана для портала Элек.ру, первоначальная публикация тут.
Видеообзор сварочного инвертора ANDELI MCT-520 DPL Pro:
Если хотите скачать инструкцию на аппарат, это можно сделать здесь и сейчас:
• Инструкция MCT-520DPL PRO / Инструкция на сварочный аппарат MCT-520DPL PRO 6 в 1. Приложение к статье на СамЭлектрик.ру, pdf, 1.01 MB, скачан: 412 раз./
(3 оценок, среднее: 5,00 из 5)













Отправляя комментарий, Вы соглашаетесь с Правилами комментирования и разрешаете сбор и обработку персональных данных (имя + эл.почта). Политика конфиденциальности.